
滨州液槽式高效送风口

DOP高效送风口特点:
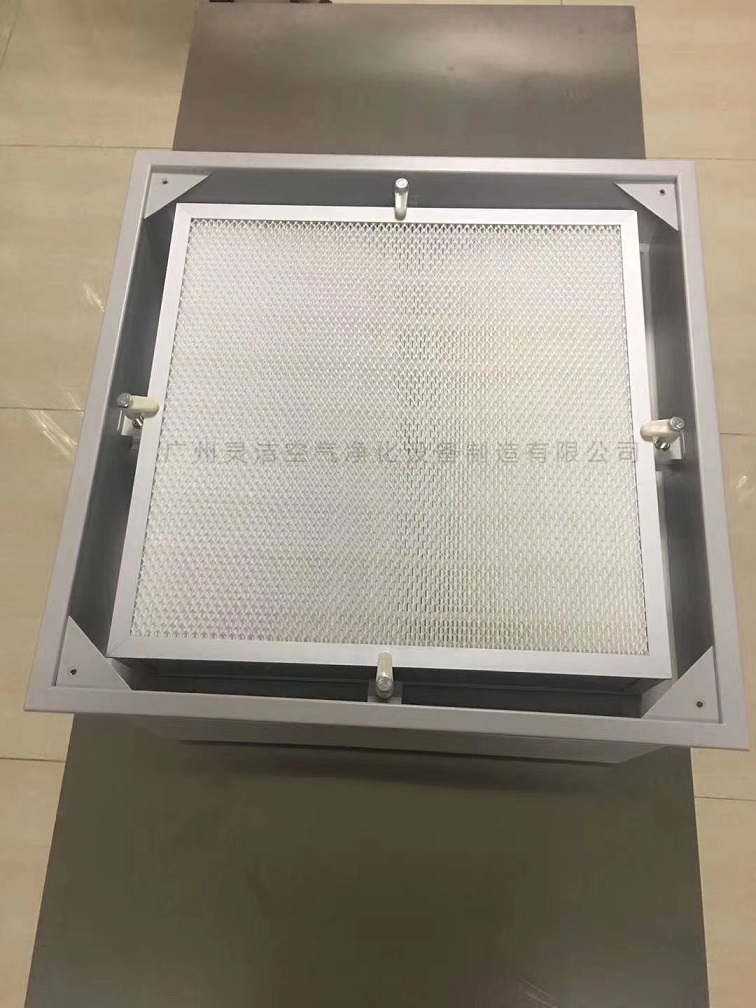
1.箱体风阀(联体型)冷轧钢板制作、表面静电喷塑,采用插板式吊装定位,不需吊杆调节花兰等吊装配件。
2.散流板为铝板满孔表面静电喷塑。
3.过滤器为无泄漏型无隔板高效过滤器,h13- h14 (过滤效率0.3 um 99.995%,h14 dop检侧)。外框为镀锌板,滤芯为超细玻璃纤维纸。
4.软接采用单面涂层凡布缝制,长度200。

DOP高效送风口参数说明:
型号规格 | 外形尺寸 | 风量 | 过滤器规格 | 风管尺寸 | 风阀尺寸 |
GK-5 B | 360×360× 320 | 500 | 320×320×70 | 200×200 | Φ250 |
GK-10 A | 540×540×320 | 1000 | 484×484×70 | 350×200 | Φ350 |
GK-10 C | 670×670×320 | 1200 | 610×610×70 | 350×200 | Φ380 |
GK-15 B | 690×690×320 | 1500 | 630×630×70 | 400×250 | Φ400 |
GK-20 B | 1280×670×320 | 2000 | 1220×610×70 | 550×250 | Φ350×2 |
DOP高效送风口使用场合:
高效过滤器(HEPA)一般是指对粒径大于等于0.3um粒子的捕集效率在99.99% 以上的过滤器,通常作为制药企业洁净车间的末端过滤装置,用以提供洁净的空气。洁净室是否能达到和保持设计的洁净级别在一定程度上与高效过滤器的性能及其安装有关。因此对洁净车间的高效过滤器进行检漏测试,确保其符合要求,是保证车间洁净环境的重要手段之一。,FDA在无菌药品生产指南中也指出在高效过滤器安装后应进行检漏测试,以检查过滤器密封垫、框架及过滤器滤材等处的密封性,对于无菌制剂生产车间应定期进行高效过滤器的检漏试验。
附DOP检测说明:
DOP检漏法检测方法
确定高效过滤器本身及其安装是否有明显的渗漏,必须在现场对以下几处进行测试:过滤器的滤材;过滤器的滤材与其框架内部的连接;过滤器框架的密封垫和过滤器组支撑框架之间;支撑框架和墙壁或顶棚之间。
DOP检漏的材料、仪器有:尘源(PAO溶剂)、TDA-6C气溶胶发生器、气溶胶光度计。
我公司使用的气溶胶发生器为ATI TDA-6C.手持式Laskin喷嘴型气溶胶生器,它直接使用空气而不需要压缩气体作为动力。在20Pa工作压力下, 气流速度为50~2025f3/min时,可产生10~100ug/mL 浓度的多分散性亚微米级油尘气溶胶。使用的气溶胶光度计为ATI 2H型光度计,动态测量范围为0.00005~120ug/L,采样流量为1F3/min(28.3L/min)。
在待测高效过滤器上游一侧引入PAO气溶胶
对于HVAC系统中的HEPA, 为使气溶胶到达HEPA时时的浓度均匀,可将气溶胶直接从系统风机的负压一侧引入,如要从风管中引入,则应在距HEPA至少10倍风管直径处引入,并尽量减少拐弯(美国环境科学和技术学会)。一般情况下,保持上游气溶胶达到要求浓度,且浓度波动在一定范围即可。对于层流罩、超净台上的HEPA,气溶胶直接从系统风机的负压一侧引入。
气溶胶光度计初始化、设定100%、0%参比标准值
按照气溶胶光度计操作要求进行初始化、设定报警值。将UPSTREAM采样管与上游采样口相连,测量上游气溶胶的浓度。按照气溶胶发生器操作要求调节发生的气溶胶浓度,使上游气溶胶浓度达到10~20ug/mL。
扫描检漏卸下HEPA的散流板,对整个滤器面、滤器与边框之间、边框与边框之间以及边框与静压箱之间的密封进行扫描。扫描时采样头距滤器面约1英寸(约2.54cm),扫描速度不超过5cm/s。扫描按直线来回往复地进行,线条间应重叠。检测过程中,若有报警声(即%LEAKAGE(泄漏率)超过0.01%),表明有泄漏。泄漏处经用硅胶堵漏或紧固以后再进行扫描巡检。检查一个过滤器约为5min 左右,在测试的过程中,应经常确认上游气溶胶的浓度,注意在检测过程中应带防护面罩和防护眼罩。
高效过滤器DOP检漏法结果判定及处理
高效过滤器泄漏率应小于等于0.01%。若HEPA在检测过程中, 所有点的%LEAKAGE( 泄漏率%) 都不超过0.01%,则判该HEPA合格,若有一处%超过0.01%,则判为不合格,并将该点标记出来,需修补或更换。高效过滤器滤料泄漏处允许用专用胶水修补,但是单个泄漏处的面积不能大于总面积的1%,全部泄漏处的面积不能大于总面积的5%,否则必须更换。